



Diese Website verwendet Cookies, damit wir dir die bestmögliche Benutzererfahrung bieten können. Cookie-Informationen werden in deinem Browser gespeichert und führen Funktionen aus, wie das Wiedererkennen von dir, wenn du auf unsere Website zurückkehrst, und hilft unserem Team zu verstehen, welche Abschnitte der Website für dich am interessantesten und nützlichsten sind.
Wir sind GRIBI Messtechnik
Unser Angebot
Entdecken Sie unser vielfältiges Dienstleistungsangebot – fachlich wie wirtschaftlich überzeugend in allen Genauigkeitslevels.
Angebot
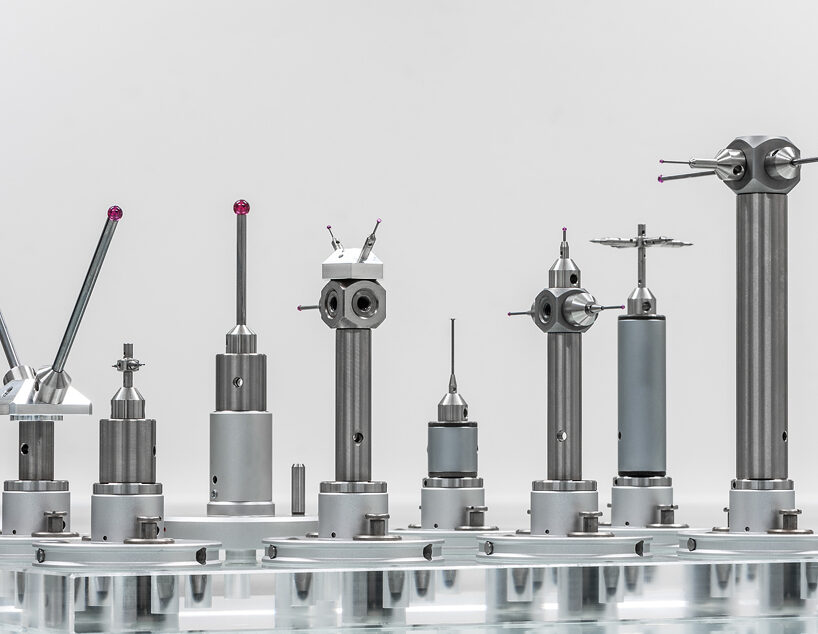



Unsere Ausstattung
Lassen Sie sich überzeugen von unserer Genauigkeit, Präzision und Zuverlässigkeit.
Ausstattung
Unsere Firma
Ihr Vorteil ist unsere jahrelange Erfahrung in der Bauteilvermessung, 3D-Kalibrierung und industriellen Computertomografie.
Über uns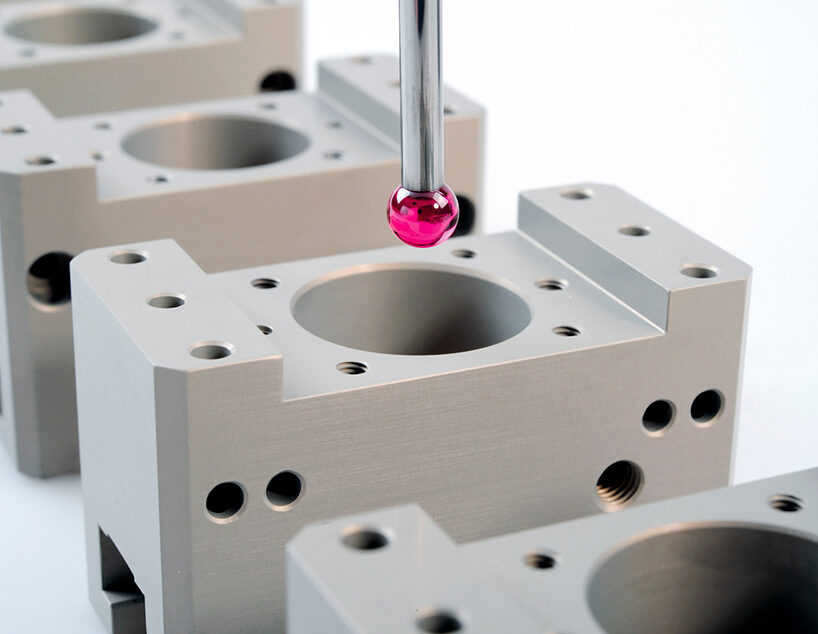
WIR SIND FÜR SIE DA